 歡迎光臨佛山市寶捷精密機械有限公司官網!
歡迎光臨佛山市寶捷精密機械有限公司官網! 在線留言
在線留言 收藏寶捷精機
收藏寶捷精機 聯系寶捷精機
聯系寶捷精機 Language
Language

熱門搜索 : 注塑機 吹瓶機 快速注塑機 注吹專用注塑機 全自動注塑機 醫療器械高速專用注塑機 高速薄壁專用注塑機
搜索
伺服驅動技術在注塑成型工(gōng)藝領域的應用
- 分(fēn)類:創新專題
- 作者:李向東 楊偉傑
- 來源:原創
- 發布時間:2018-11-14
- 訪問量:0
伺服驅動技術在注塑成型工(gōng)藝領域的應用
【概要描述】主要論述了在使用伺服驅動技術應用于注塑機器設計中(zhōng),特備是全電動注塑成型機器和液電複合注塑成型機器設計中(zhōng),如何正确運用矢量變頻、弱磁控制基本原理進行注塑成型過程中(zhōng)的工(gōng)藝匹配,從而獲得更高尺寸重複精度的精密注塑成型制品
- 分(fēn)類:創新專題
- 作者:李向東 楊偉傑
- 來源:原創
- 發布時間:2018-11-14
- 訪問量:0
詳情
文章已發表于《橡塑技術與裝備》2018年第20期10月下(xià)半月刊 工(gōng)業自動化專題

一(yī)、伺服驅動技術的在注塑成型工(gōng)藝中(zhōng)的應用現狀
從2013年開始,伺服驅動技術在我(wǒ)(wǒ)國注塑機械行業得到越來越多的普及應用,但由于我(wǒ)(wǒ)國塑料機械制造業是起源于技術和設備引進基礎之上的消化吸收,對塑料機械使用伺服驅動作爲動力源的應用技術還沒有專門研究,經驗積累還比較少,絕大(dà)多數生(shēng)産廠家和該領域的工(gōng)程技術人員還停留在異步電機拖動的時代。造成國内的許多注塑機生(shēng)産商(shāng)由于技術門檻原因,不能充分(fēn)利用注塑成型工(gōng)藝過程的技術特點合理選擇設計和選擇伺服電機和驅動器。在設計更高端的液電複合注塑成型機及全電動注塑成型機器時,僅能根據功率和扭矩計算參數,簡單選擇伺服電機和驅動器,從而造成機器在超速控制過程中(zhōng),由于弱磁電流的不規則變化,導緻力的控制不斷變化,最終造成注塑成型工(gōng)藝的壓力波動很大(dà),反而沒有達到精密控制的效果。
伺服驅動技術由于具有高響應、穩定性好、精度高、環保、節能、低噪音等技術特點,逐漸成爲傳統液壓注塑機的換代産品,對此類注塑機伺服驅動系統進行研究,具有重要的應用價值。
二、注塑成型工(gōng)藝過程中(zhōng)對伺服驅動的要求
伺服驅動式注塑機的控制性能很大(dà)程度上依賴于伺服驅動控制器的精密性和穩定性、伺服電機的響應速度和剛性特性,因而對伺服電機和驅動器提出了以下(xià)要求:
爲了保證注塑制品的成型能夠滿足精密注射的要求,并具有極高的重複性和穩定性,必須保證鎖模和射膠等動作在執行時有比較高的位置控制精度。因此在伺服控制中(zhōng),位置控制要求有高的定位精度;而在速度控制中(zhōng),要求伺服驅動器能提供高的調速精度。
響應速度要快。在注射成型過程中(zhōng),爲了成型具有複雜結構的塑料制品,常常需要進行多級注射。爲了保證執行機構能嚴格按照設定的要求進行成型參數切換,要求系統除了具有很高的位置控制精度外(wài),還應具有良好的快速響應特性,即要求跟蹤指令信号的響應要快,跟蹤誤差要小(xiǎo)。
調速範圍要求要比較寬。無論是對注射單元還是鎖模單元,在工(gōng)作過程中(zhōng),執行機構需要在較大(dà)的速度範圍内進行工(gōng)作。例如爲了模具安全保護,鎖模機構在驅動動模闆進行合模動作的過程中(zhōng),需要從移模階段的高速運動切換到即将鎖模狀态下(xià)的低速低壓運動。因此,驅動鎖模機構運動的伺服驅動器必須能夠提供最高轉速與最低轉速非常大(dà)的調速範圍。
輸出轉矩大(dà)。由于在注塑成型工(gōng)藝過程中(zhōng)需要爲執行機構提供大(dà)的輸出扭矩,例如螺杆的射膠推力、保壓壓力、背壓壓力、鎖模力等,即輸出都需要伺服電機提供較大(dà)的轉矩輸出。
三、伺服驅動注塑機矢量變頻控制原理
永磁同步電機控制的基本思路,就是利用電動機外(wài)部的控制系統,即通過外(wài)部條件對定子磁動勢相對勵磁磁動勢的空間角度(也就是定子電流空間矢量的相位)和定子電流幅值的控制,實現定子電流的勵磁分(fēn)量與轉矩分(fēn)量間的解耦,達到對交流電機的磁鏈和電流分(fēn)别控制的目的,從而将永磁同步電機模拟爲他勵直流電動機。因而我(wǒ)(wǒ)們将通過控制定子電流矢量的幅值和相角來實現轉矩控制的方式稱爲矢量變頻控制技術。
通常在一(yī)定的假設的基礎上可以建立永磁同步電機的數學模型,而空間矢量模型(SPM: Space Vector Model)分(fēn)析方式使得永磁同步電機的數學模型得到了大(dà)大(dà)的簡化,尤其是在dq坐标系下(xià)數學模型,實現了轉矩與磁鏈的解耦控制。永磁同步電機的定子是由三相繞組和鐵心構成,三相繞組常常以Y型連接。在轉子結構上,用永磁體取代電勵磁。需要安裝永磁體位置檢測傳感器,用來檢測磁極位置,以此實時地對電樞電流進行控制。三相永磁同步電機的結構模型如圖1所示,其中(zhōng)dq坐标系是固定于轉子上的參考坐标系,取磁極軸線爲d軸,順着軸沿着旋轉方向超前90°電角度爲q軸。
從2013年開始,伺服驅動技術在我(wǒ)(wǒ)國注塑機械行業得到越來越多的普及應用,但由于我(wǒ)(wǒ)國塑料機械制造業是起源于技術和設備引進基礎之上的消化吸收,對塑料機械使用伺服驅動作爲動力源的應用技術還沒有專門研究,經驗積累還比較少,絕大(dà)多數生(shēng)産廠家和該領域的工(gōng)程技術人員還停留在異步電機拖動的時代。造成國内的許多注塑機生(shēng)産商(shāng)由于技術門檻原因,不能充分(fēn)利用注塑成型工(gōng)藝過程的技術特點合理選擇設計和選擇伺服電機和驅動器。在設計更高端的液電複合注塑成型機及全電動注塑成型機器時,僅能根據功率和扭矩計算參數,簡單選擇伺服電機和驅動器,從而造成機器在超速控制過程中(zhōng),由于弱磁電流的不規則變化,導緻力的控制不斷變化,最終造成注塑成型工(gōng)藝的壓力波動很大(dà),反而沒有達到精密控制的效果。
伺服驅動技術由于具有高響應、穩定性好、精度高、環保、節能、低噪音等技術特點,逐漸成爲傳統液壓注塑機的換代産品,對此類注塑機伺服驅動系統進行研究,具有重要的應用價值。
二、注塑成型工(gōng)藝過程中(zhōng)對伺服驅動的要求
伺服驅動式注塑機的控制性能很大(dà)程度上依賴于伺服驅動控制器的精密性和穩定性、伺服電機的響應速度和剛性特性,因而對伺服電機和驅動器提出了以下(xià)要求:
爲了保證注塑制品的成型能夠滿足精密注射的要求,并具有極高的重複性和穩定性,必須保證鎖模和射膠等動作在執行時有比較高的位置控制精度。因此在伺服控制中(zhōng),位置控制要求有高的定位精度;而在速度控制中(zhōng),要求伺服驅動器能提供高的調速精度。
響應速度要快。在注射成型過程中(zhōng),爲了成型具有複雜結構的塑料制品,常常需要進行多級注射。爲了保證執行機構能嚴格按照設定的要求進行成型參數切換,要求系統除了具有很高的位置控制精度外(wài),還應具有良好的快速響應特性,即要求跟蹤指令信号的響應要快,跟蹤誤差要小(xiǎo)。
調速範圍要求要比較寬。無論是對注射單元還是鎖模單元,在工(gōng)作過程中(zhōng),執行機構需要在較大(dà)的速度範圍内進行工(gōng)作。例如爲了模具安全保護,鎖模機構在驅動動模闆進行合模動作的過程中(zhōng),需要從移模階段的高速運動切換到即将鎖模狀态下(xià)的低速低壓運動。因此,驅動鎖模機構運動的伺服驅動器必須能夠提供最高轉速與最低轉速非常大(dà)的調速範圍。
輸出轉矩大(dà)。由于在注塑成型工(gōng)藝過程中(zhōng)需要爲執行機構提供大(dà)的輸出扭矩,例如螺杆的射膠推力、保壓壓力、背壓壓力、鎖模力等,即輸出都需要伺服電機提供較大(dà)的轉矩輸出。
三、伺服驅動注塑機矢量變頻控制原理
永磁同步電機控制的基本思路,就是利用電動機外(wài)部的控制系統,即通過外(wài)部條件對定子磁動勢相對勵磁磁動勢的空間角度(也就是定子電流空間矢量的相位)和定子電流幅值的控制,實現定子電流的勵磁分(fēn)量與轉矩分(fēn)量間的解耦,達到對交流電機的磁鏈和電流分(fēn)别控制的目的,從而将永磁同步電機模拟爲他勵直流電動機。因而我(wǒ)(wǒ)們将通過控制定子電流矢量的幅值和相角來實現轉矩控制的方式稱爲矢量變頻控制技術。
通常在一(yī)定的假設的基礎上可以建立永磁同步電機的數學模型,而空間矢量模型(SPM: Space Vector Model)分(fēn)析方式使得永磁同步電機的數學模型得到了大(dà)大(dà)的簡化,尤其是在dq坐标系下(xià)數學模型,實現了轉矩與磁鏈的解耦控制。永磁同步電機的定子是由三相繞組和鐵心構成,三相繞組常常以Y型連接。在轉子結構上,用永磁體取代電勵磁。需要安裝永磁體位置檢測傳感器,用來檢測磁極位置,以此實時地對電樞電流進行控制。三相永磁同步電機的結構模型如圖1所示,其中(zhōng)dq坐标系是固定于轉子上的參考坐标系,取磁極軸線爲d軸,順着軸沿着旋轉方向超前90°電角度爲q軸。
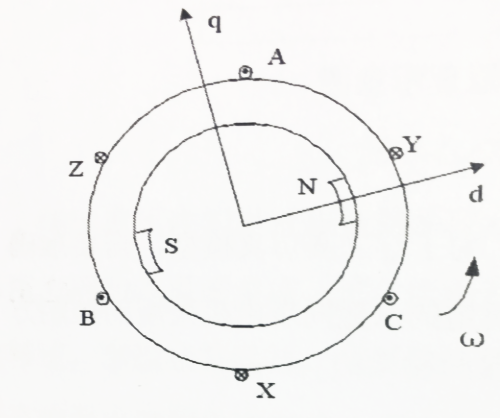
圖1 三相永磁同步電機的結構模型
圖2爲電流空間矢量圖。圖中(zhōng)爲定子電流空間矢量,爲在dq坐标系中(zhōng)的空間相角,其大(dà)小(xiǎo)決定了定子在dq軸上的兩個分(fēn)量和。如果已經知(zhī)道了和,那麽不僅确定了,同時也确定了定子電流空間矢量的幅值。矢量控制的實質就是通過對兩個電流分(fēn)量的控制來控制定子電流的相角和幅值,實現磁鏈和轉矩的獨立控制,使交流電機的控制性能達到直流電機的水平。
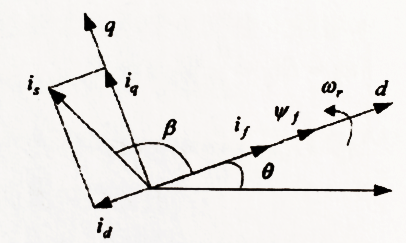
圖2 電流空間矢量圖
在dq坐标系下(xià),三相永磁同步電機(PMSM)的數學模型爲:
定子電壓方程:
定子電壓方程:
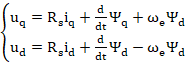
磁鏈方程:
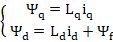
電磁轉矩方程:

PMSM的運動方程:
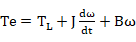
其中(zhōng):ω爲機械角加速度,
 爲轉子電角速度,
爲轉子電角速度, 爲負載轉矩,Rs爲定子電阻,J爲電機轉動慣量,爲電機極對數,B爲阻尼系數。
爲負載轉矩,Rs爲定子電阻,J爲電機轉動慣量,爲電機極對數,B爲阻尼系數。dq坐标系中(zhōng),轉子電角速度
(即旋轉角頻率)和電機轉子機械角頻率ω的關系爲:
伺服電機從零到額定轉速的角加速時間:

其中(zhōng)爲
 角加速時間,
角加速時間, 爲電機額定轉速。
爲電機額定轉速。本文采用的伺服電機矢量控制方法爲磁場定向控制,其基本過程爲:将d軸定向在轉子上,控制直軸電流,實現dq軸解耦,此時定子磁動勢空間矢量與永磁體磁場空間矢量正交,定子電流與轉子永磁磁通互相獨立。圖3爲永磁同步電機矢量控制調速原理圖,從圖中(zhōng)可知(zhī),轉子位置和速度信号可以通過實際的位置傳感器獲取,這樣就構成了有位置傳感器的矢量控制系統,也可以不通過實際的位置傳感器,而是使用一(yī)些估算的方法得到轉子的位置和速度,這樣就構成了無位置傳感器的矢量控制系統。在高精度的伺服系統中(zhōng),爲了保證控制的精度,一(yī)般都使用位置傳感器,實際設計的系統也是有位置傳感器的控制系統。
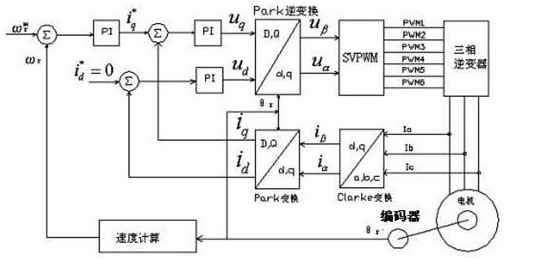
圖3 永磁同步電機矢量控制調速原理圖
四、弱磁控制原理在注塑機上的應用
圖4揭示了永磁同步伺服電機的負載特性:以額定轉速作爲轉換點,額定轉速以下(xià)爲恒轉矩型負載特性,額定轉速以上爲恒功率型負載特性。
圖4揭示了永磁同步伺服電機的負載特性:以額定轉速作爲轉換點,額定轉速以下(xià)爲恒轉矩型負載特性,額定轉速以上爲恒功率型負載特性。
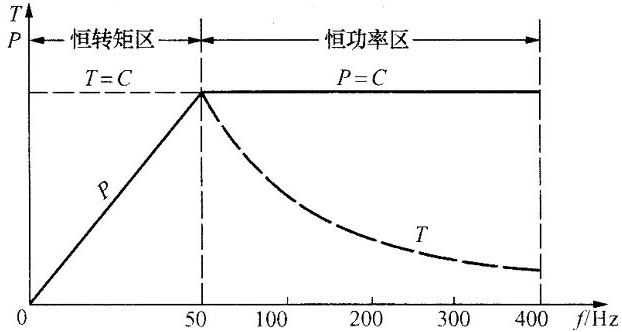
圖表 1-4 伺服電機的負載特性
在全電動注塑成型或液電複合成型機器設計中(zhōng),由于成本、性能的相互矛盾約束,在進行鎖模、注射等關鍵運動控制時,由于傳動結構和伺服驅動的限制,爲了獲得更高轉速而超速,以達到機構要求的運動速度。但一(yī)旦進入超速控制,伺服電機的負載特性将從恒轉矩控制模式改變爲恒功率控制模式。同時在超速過程中(zhōng)由于伺服電機弱磁,爲了滿足注射壓力的要求伺服驅動系統必須要有超載能力。
伺服驅動系統超速後進入弱磁控制。在弱磁之前,即恒磁通情況,轉矩是正比于電流的。超速後變成了弱磁狀态,磁通不斷變化,此時轉矩正比于電流,并反比于磁通,此時轉矩降低。此時爲了滿足注塑工(gōng)藝達到負載工(gōng)作壓力,實質上同時進行了速度閉環控制和轉矩閉環控制。轉矩閉環情況下(xià),當電機弱磁時,爲保證轉矩不降低,輸出電流要相應的增加以彌補磁通減小(xiǎo)的損失。此時電機會處于過載狀态,輸出功率也就相應的增大(dà)了。
因而在實際進行伺服驅動系統的設計時,必須要明确矢量變頻、弱磁控制的基本控制原理,在此基礎之上,結合塑料成型工(gōng)藝的要求,對伺服電機和驅動器進行有根據的設計匹配。同時也要高度注意伺服電機轉動慣量、同步輪系轉動慣量、滾珠絲杠等轉動體對總轉動慣量的影響。弱磁後伺服驅動器一(yī)定能夠承受超載峰值電流,伺服電機的溫升要在同時控制在合理區間。
伺服驅動系統超速後進入弱磁控制。在弱磁之前,即恒磁通情況,轉矩是正比于電流的。超速後變成了弱磁狀态,磁通不斷變化,此時轉矩正比于電流,并反比于磁通,此時轉矩降低。此時爲了滿足注塑工(gōng)藝達到負載工(gōng)作壓力,實質上同時進行了速度閉環控制和轉矩閉環控制。轉矩閉環情況下(xià),當電機弱磁時,爲保證轉矩不降低,輸出電流要相應的增加以彌補磁通減小(xiǎo)的損失。此時電機會處于過載狀态,輸出功率也就相應的增大(dà)了。
因而在實際進行伺服驅動系統的設計時,必須要明确矢量變頻、弱磁控制的基本控制原理,在此基礎之上,結合塑料成型工(gōng)藝的要求,對伺服電機和驅動器進行有根據的設計匹配。同時也要高度注意伺服電機轉動慣量、同步輪系轉動慣量、滾珠絲杠等轉動體對總轉動慣量的影響。弱磁後伺服驅動器一(yī)定能夠承受超載峰值電流,伺服電機的溫升要在同時控制在合理區間。
關鍵詞:
掃二維碼用手機看
上一(yī)個:
特色研發 寶捷攻克薄壁注塑領域難題
下(xià)一(yī)個:
寶捷:小(xiǎo)型機全電化 中(zhōng)型機油電混合化
上一(yī)個:
特色研發 寶捷攻克薄壁注塑領域難題
下(xià)一(yī)個:
寶捷:小(xiǎo)型機全電化 中(zhōng)型機油電混合化
Copyrilght © 佛山市寶捷精密機械有限公司 版權所有
全國統一(yī)銷售熱線:+86-400 830 0005、+86-757-8669 7806
傳真:+86-757-8669 7861 郵箱:powerjet@126.com
中(zhōng)國·廣東省佛山市三水區樂平鎮創新大(dà)道西5号
備案号: 中(zhōng)企動力提供網站建設

